




张永青
双相高强钢具有无时效、低屈强比和高加工硬化性能等优异特性。在同等屈服强度水平下,双相高强钢比高强度低合金钢具有更高的强度,是结构类零件首选材料之一。采用双相高强钢冲压汽车零部件,不仅可减轻汽车自重、降低油耗,还可显著延长汽车零部件的使用寿命,保证汽车安全行驶。随着汽车工业向轻量化、绿色化、高强化发展,冲压用材以及高强度钢材得以不断开发应用,双相高强钢也越来越受到汽车用材的青睐。
双相高强钢要求低P、低S、低N、窄成分、高洁净度和铸坯高内部质量,对炼钢冶炼技术要求非常高,如何连续、稳定、低成本、高质量地生产双相高强钢,是炼钢需要尽快解决的问题。
为此,山钢股份有限公司日照分公司对此项技术进行了优化。他们的做法是:通过对双相高强钢产品成分设计、钢水低磷低硫低氮冶炼、连铸机轻压下模型优化、二冷配水模型优化等,解决了双相高强钢低磷、低硫、低氮冶炼技术难题。连铸坯一次合格率高达98%,铸坯轧制后冶炼改判率仅有0.25%,实现了双相高强钢在炼钢工序的高质量连续稳定生产。
炼钢工艺优化
设备概况
炼钢厂主要生产设备是210t转炉,KR铁水脱硫预处理设备,在线吹氩喂丝站,双工位LF精炼炉,双工位RH真空炉,230mm×1950mm双流板坯连铸机。连铸机具有大包下渣检测、结晶器在线调宽、液位自动控制及自动浇钢、动态二冷配水、动态轻压下等先进技术。
成分优化设计
双相高强钢要获得高的强度,理论上需要较高的碳和硅,但含碳量增加会损坏钢焊接性能并导致塑性降低,而硅含量增加不利于热镀锌工艺和表面质量控制。从汽车板使用工艺性能考虑, 需要按低碳低硅设计,但单一的低碳低硅成分设计,很难得到双相高强钢所要求的组织和力学性能,特别是双相高强钢的马氏体体积分数和强度指标。因此,为得到需要的强度,还要借助于Nb、Ti微合金化来提高钢的淬透性,除了获得所需组织结构外,还可以通过固溶强化和晶粒细化来实现高强度要求。
铬元素可以提高双相高强钢的淬透性,提高奥氏体转变温度,使马氏体组织比率降低;同时,铬元素通过改变马氏体形态和分布,还有利于提高钢板的塑性和加工硬化能力。
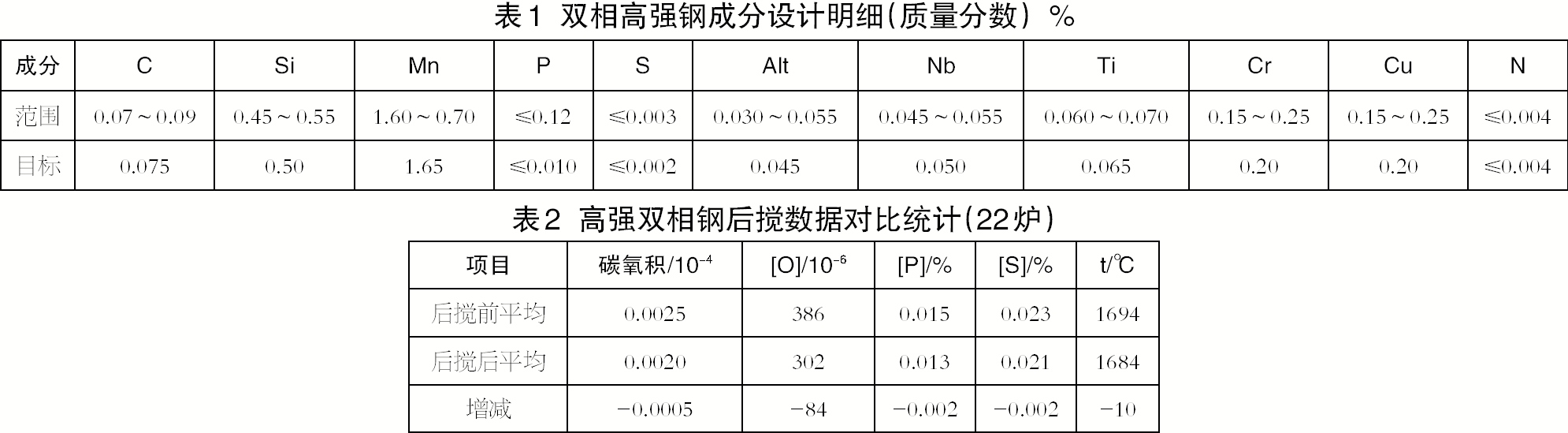
根据以上分析,结合实验室数据,将双相高强钢成分设计成表1所示。
转炉后搅工艺
转炉终点采用后搅90s工艺,可降低钢中氧含量,促进碳氧平衡,提高脱氧合金收得率,减少脱氧夹杂。高强双相钢采用后搅工艺后的数据统计分析如表2所示。
从表2数据可以看出,后搅可以有效促进C-O反应和钢水P、S与炉渣之间反应,从而降低钢水中O、P、S含量。通过后搅,钢水平均碳氧积由原来的25×10-8降低为20×10-8,钢中自由氧由平均386×10-6降低为平均302×10-6。另外,当钢中C较低、自由氧较高时,后搅过程可以促进碳氧平衡,氧含量降低比C高时更加明显,这样就使得即使在钢中终点碳比较低的情况下,钢中自由氧含量仍然较低,不但减少了脱氧合金化后钢中夹杂含量,提高了合金回收率,还减少了炉衬侵蚀。
低[P]钢冶炼工艺优化
钢中P的控制,只能从转炉冶炼过程来控制。低P钢冶炼采取的措施有:转炉采用留渣少渣单渣法冶炼工艺,在石灰消耗为30kg/t、红渣量≤100kg/t情况下,可将P含量稳定控制在0.010%以下。使用前期出钢口双挡工艺,出钢时间≥5min,严格控制下渣量。出钢过程加入小颗粒石灰、萤石进行渣洗,根据下渣量不同,顶渣石灰按600kg~1000kg、萤石按200kg~250kg来控制。
低[S]钢冶炼工艺优化
为减少转炉、LF精炼脱硫负担,KR必须将铁水S含量深脱到≤0.0020%,扒渣后铁水亮面≥90%;转炉全部采用自产优质废钢,确保转炉出钢S含量≤0.0050%;LF进站温度≥1560℃,底吹良好,钢包到站后快速成渣,在15min左右可以将钢水S含量稳定控制在≤0.0020%。
转炉脱氧合金化工艺优化
成分采用低碳低硅设计,则转炉终点碳低氧高,采用常规方式脱氧,脱氧剂回收率低,脱氧夹杂产物量大,且精炼处理后钢水Al、Ti烧损大,回硅明显,成分也无法精确控制。因此,优化出钢脱氧工艺,出钢时采用焦末+碳化钙预脱氧再加铝锰铁脱氧的新工艺,CAS站根据取样成分喂入铝线调整,保证钢水进入到LF时Als≥0.015%,为高效精炼和快速脱硫创造条件。
钢水[O]、[N]控制工艺优化
由于LF处理过程中,电弧冲击区处于高温状态,O、N在钢水中平衡溶解度增加,加之电弧作用下气体分子电离,造成钢水增氮和钢水自由氧浓度增加。另外,加热过程中,一方面电弧作用下熔池表面形成凹坑,如果埋弧效果不好,凹坑处钢水裸露,吸氮明显;另一方面,加热过程中电弧强大的射流会将周围的大量气体吸入弧柱中,并电离成单原子状态,加剧氮原子在钢液中的溶解。
LF冶炼采用石灰+铝镁钙+萤石大氩气搅拌造渣新工艺,同时加热过程中还加入30kg~50kgCaC发泡精炼渣,提高精炼渣发泡埋弧效果。另外,LF精炼除尘采用全自动微正压控制,减少钢水裸露吸氮。冶炼过程中,钢包底吹采用中低强度搅拌,电极升温采用6档化渣、4档升温的高效精炼新工艺,使得LF精炼周期可稳定控制在32min左右。
连铸增氮、增氧控制
连铸机采用高碱度(R≥3.5)覆盖剂,提高了夹杂吸附效果,钢板夹杂评级全部≤1.5级。中间包开浇前采用2min预吹氩排空气工艺,减少开浇钢水二次氧化。大包保护套管采用膨胀石棉垫,并将大包保护浇注氩气流量由70L/min优化到100L/min,提高密封保护效果,使得大中包增氮、增氧≤3×10-6,大中包Als烧损≤0.0050%。中包上线后,先连接氩气管,打开氩气3L/min,测试氩气上水口环封透气情况,确认管路无堵塞后,再使用耳塞堵住上水口环封透气孔,观察背压是否正常。水口抽风过程中,氩气流量设置为10L/min,防止板间吸气氧化。通过采取以上措施,连铸机开浇后板间背压>10kPa。
保护渣优化
针对双相高强钢微合金元素种类多、铝含量高、含铜、钢种裂纹敏感性强等特点,经过多次试验、对比和优化,最终选择碱度为1.28~1.30、熔点为1202℃、黏度为0.20Pa·s的保护渣,铜板与坯壳之间传热良好,液渣补充及时,有效防止了铸坯表面裂纹的产生,铸坯一次合格率控制在98%以上。
温度拉速制度优化
针对双相高强钢微合金元素多、裂纹敏感性强、内部质量要求严的特点,通过实际数据对比,将双相高强钢过热度由20℃~35℃调整为15℃~30℃,连铸机拉速由1.3m/min~1.4 m/min调整到1.2m/min~1.3 m/min,采用低过热度恒速浇铸工艺,提高了连铸机结晶器液面稳定性,减少了结晶器液面卷渣。
二冷配水模型优化
根据双相高强钢裂纹敏感性强这一特点,连铸机二冷配水模型需采用弱冷。通过不断摸索、对比,确定采用APeri包晶钢动态配水,且将二冷比水量由0.65L/kg优化为0.58L/kg,重点减少了矫直段及弧形段水量。通过现场测温对比发现,矫直段温度提高了近50℃(由原来的860℃左右提高到了910℃左右),避开了裂纹敏感性强的脆性区,连铸坯内弧矫直横裂纹缺陷也未再发生。
ASTC动态轻压下优化
根据双相高强钢成分特点,通过对比试验,将连铸机动态轻压下模型由Dyn ALowC调整为Dyn APeri模型,压下量由3.2mm提高至3.5mm,压下区间对应在糊状区的固相率为0.7左右。对比调整前后的低倍结果,低倍偏析、疏松缺陷得到明显改善。
结 语
通过双相高强钢炼钢工艺的优化与实践,2020年1#、2#连铸机已生产了16152t高强双相钢,成分控制合格率为100%,平均磷含量为0.010%,平均硫含量为0.0015%,平均氮含量为0.0025%,平均氧含量为0.0024%,连铸坯一次合格率高达98%,铸坯轧制后冶炼改判率仅有0.25%,最终实现了双相高强钢在炼钢厂的高质量连续稳定生产。